Welder Power Adapter
|
|
| This project provides a general-purpose power adapter for my electric welding equipment. My shop has the correct NEMA 6-50R receptacle, but unless you have an electric welder, nobody else has such a receptacle. The equivalent in terms of available power (240 volts at 20 amps) is a NEMA 14-50R (new style) or 10-50R (old style) for electric ranges or NEMA 14-30R (new style) or 10-30R (old style) for electric dryers (see below). I had to jury-rig an adapter to my mom's range for her fence project over the holidays. That's a pain, and not exactly safe, so here's an adapter that will plug into any of these receptacles. |
| So many of my projects rely on automated machining with my beloved CNC mill. Even though I post lots of action pictures, none of those projects step through the complete process of designing with RhinoCAD and machining with RhinoCAM. (I also use SolidWorks with VisualMill [which is actually RhinoCAM] for hardcore engineering design, but for most of these projects, that's overkill.) The motivation behind this page is to show these details. The project itself is simple. Another purpose is to serve as a reminder to me how to set up the software, which is easy to forget after a short time. |
| One of the things people think is that we just draw a figure on the screen, and whoosh, out pops the part from the mill and lathe. In fact, it's a very intricate process that involves lots of aspects (physical and mental) that nobody would normally consider. For example, deciding how to hold down the part is nontrivial. Having to flip a piece, as with something as simple as these dog tags, requires a lot of forethought and alignment guides. |
|
|
|
The box is a basic, general-purpose PVC electrical box, which provides enough room inside for the hard-to-bend 6-to-8-gauge wires.
|

|
|
The receptacle is 2.1 inches in diameter, including fudge factor.
|

|
|
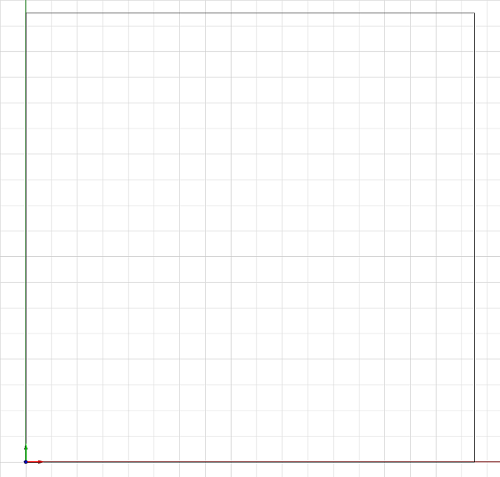
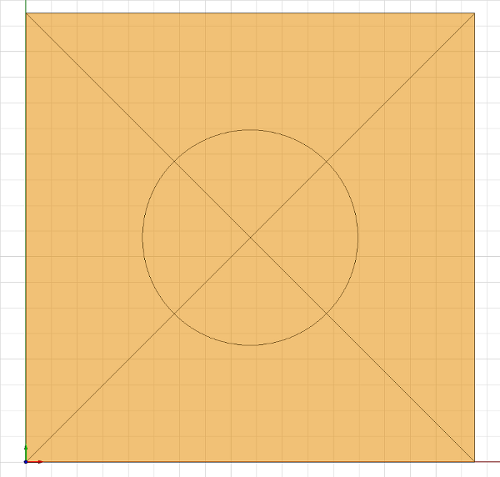
The first step is to lay out the outline of the box, which is 4.375" square. No actual cutting will be done with it; it's just a reality check.
|
|
|
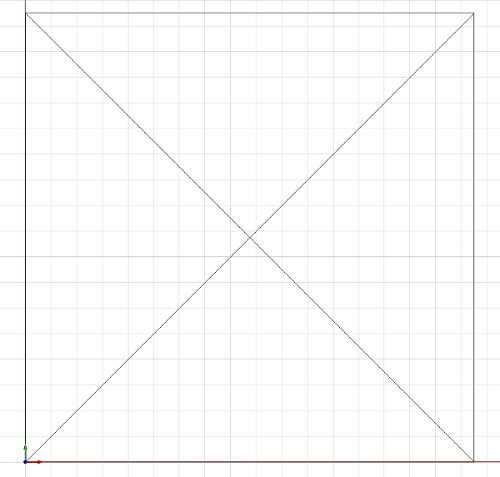
Although there are features in RhinoCAD to find the center, I prefer the simple way, again as a reality check. (You may have noticed that I don't trust myself much.).
|
|
|
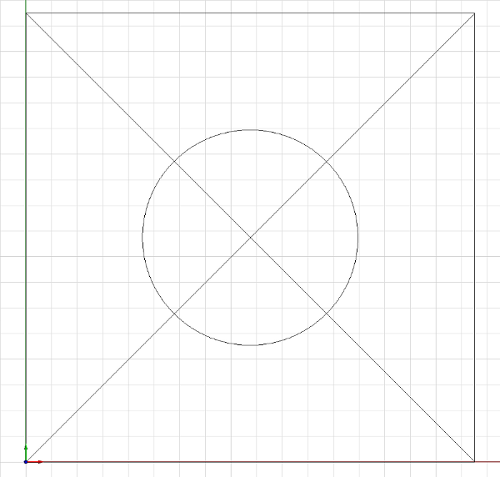
Here's the actual hole to cut, on the inside of the line.
|
|
|
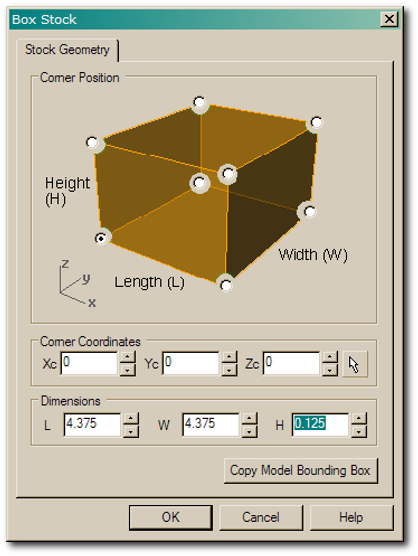
Next is to enclose the work in a piece of stock. In this case, the stock is the actual cover.
|
|
|
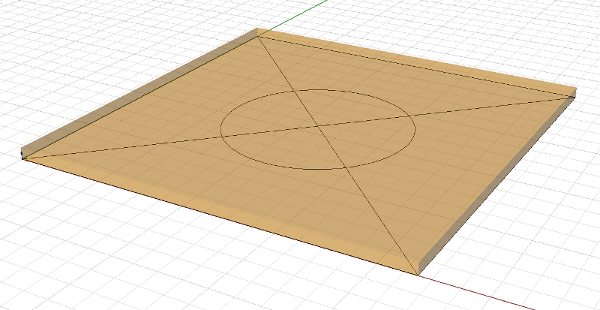
It doesn't look like much from this perspective.
|
|
|
But here you can see the effect.
|
|
|
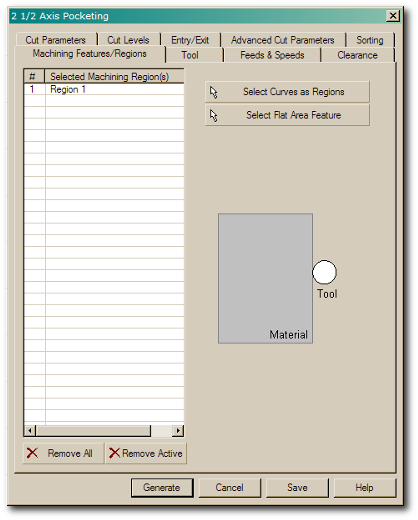
Now it's time to set the machining features. Here it's only the circle.
|
|
|
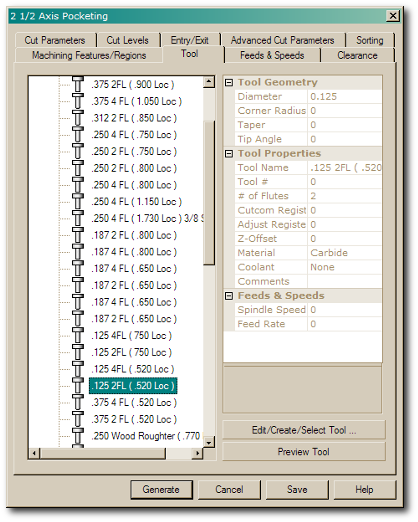
The tool will be a 1/8" two-flute end mill, which works well on PVC plastic.
|
|
|
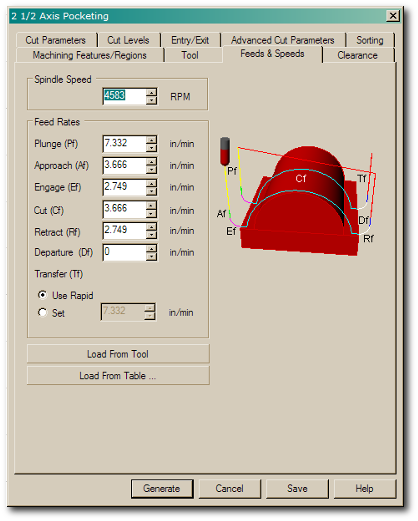
My default cutting speeds from last time are also fine for PVC. Too fast melts plastic; too slow gums up the bit with swarf.
|
|
|
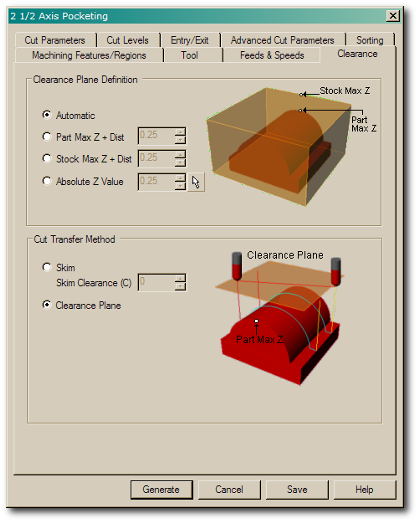
There's nothing to do with the clearance plane because this is a flat piece, but if it had pre-existing vertical features, I'd have to account for them here. Otherwise, the CAM software would have no idea they're there, and it would likely crash into them.
|
|
|
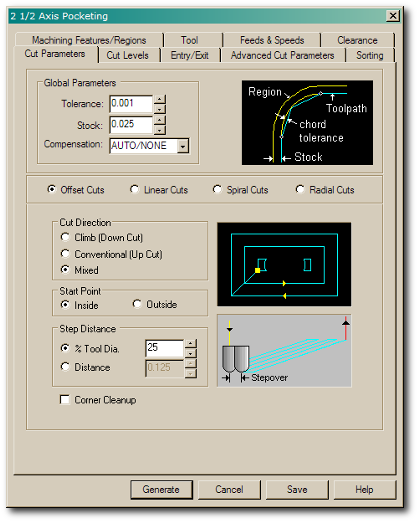
The cut parameters are important. I want to cut on the inside of the circle with a reasonably smooth arc.
|
|
|
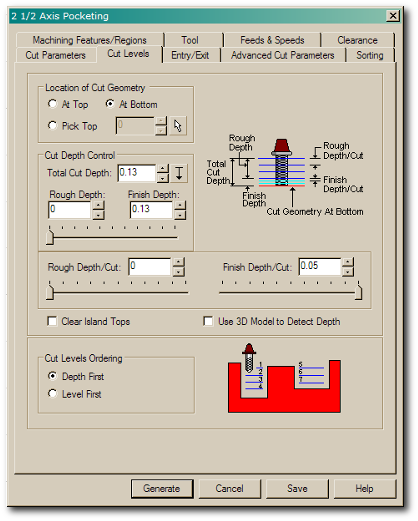
The cut levels are also important. Here's where we set how deep to cut, and how many passes it will take to get down there. For plastic, this can be aggressive.
|
|
|
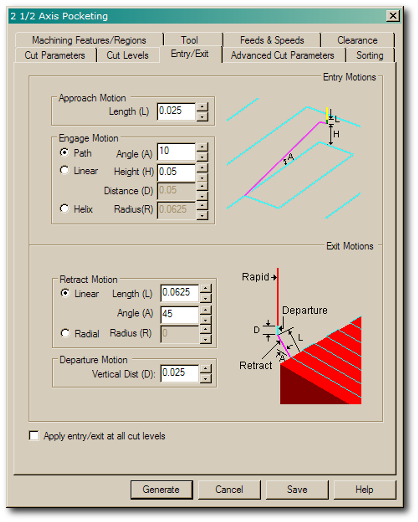
The default entry/exit settings are fine. For harder materials, a gentler approach and departure is easier on the end mill and work piece.
|
|
|
|
© 2026 Dan Tappan and Eastern Washington University
— last updated 27 May 2026 11:43